GFVQ361PPL-25C焊接球阀
GFVQ361PPL-25C焊接球阀

GFVQ361PPL-25C焊接球阀
产品概述;
GFVQ361PPL-25C焊接球阀概述
焊接球阀,广泛应用于城市燃气的地下管线,天然气输送管线,调压站等领域。在过去的30多年里,通过不断的研究和创新,以及对产品质量的精益求精。已嬴得世界30多个国家的信赖和好评。
焊接球阀,由于阀门的整体结构采用全焊接的工艺结构,使阀门的内、外密封得到了极大的提高,阀门的重量得到了很大的降低(特别是DN300以下)使阀门的安装变得更为便捷,不仅降低了工程施工的成本,也节省了时间。
焊接直埋球阀,可以直接深埋地下。不用设置地下阀门控制室,这样操作者不需要进入地下,只需在地上用T型手柄进行传动操作即可,非常方便,避免了以往由于设置地下阀门控制室而存在的不安全隐患。
焊接直埋球阀,可根据用户燃气管道的埋地深度,来为您设计不同的阀门高度。同时,也可根据用户对阀门连接端口的不同需要, 为您设计了多种端口连接方式,供您选择。
产品特点:
◆阀体结构
1、阀体采用全焊接结构,不会有外部泄漏等现象,阀门结构更紧凑,便于安装施工。
2、低操作扭矩:阀门采用具有自润滑的背衬PTFE的金属轴套,摩擦力矩小,确保阀门在低扭矩的情况下进行操作。
3、双截断和排泄功能(DBB):阀门处在关闭位置而且球体的两侧同时受压,阀体中腔的介质(气体或液体)可以从排泄阀处泄放(AP16D第10节)。
4、双活塞效应阀座结构设计:阀座的两侧在压力的作用下均可密封(双活塞效应),双面密封的阀座设计特点在于一旦上游阐座损坏而泄漏,介质压力进入阀腔作用于下游侧,将阀座推向球体紧密接触,使下游阀座照样能密封。
5、可靠的阀座密封:采用浮动阀座结构,阀座可以沿阀门的中轴线自由浮动。阀门为双向密封,在低压条件下,通过问座后的弹簧加载获得初始密封。随着管线压力的增加,补充了阀座圈后的弹簧力,使阀座与球体保持紧密接触,达到可靠的密封效果。阀座密封采用组台密封结构,初级密封能有效地防止固体颗粒对密封面的损坏,次级密封是橡胶圈密封,能保证阀门选到“零”泄漏的密封要求。根据运行工况.阀座亦可采用嵌入聚合体工程塑料密封件。
6、紧急阀座密封系统阀门的阀座设计有紧急密封系统。当软密封面受损出现微量泄漏时,通过辅助密封注射系统,当现场管线带压下向阀门密封面注射密封剂,起到暂时的辅助密封。当输送的介质中含有少量固体颗粒时,为保护密封面或降低操作扭矩,可通过该注射系统注射清洗剂或润滑剂,对密封面进行必要的清洗或润滑处理。同时在注脂阀底部设计有一单向阀.确保介质不会从该位置泄漏。
7、轻便快捷的操作方式:手动采用新型蜗轮组合操作方式,比普通管网式蜗轮箱操作更快捷轻便,方便现场操作。固定球阀执行机构为手动、气动、电动、气液联动等供用户选配。工厂负责总体装配质量、运输、现场调试等。
◆适用范围
城市煤气:煤气输出管道、主干线及各支线供应管道等。
集中供热:大型供热设备输出管线、主干线、直线。
热交换机:管道及各回路启闭。
钢铁厂:各种流体管道、废气排放道、煤气和热力供应管道、燃料供应管道等。
各种工业设备:各种热处理管道、各种工业煤气和热力管道。
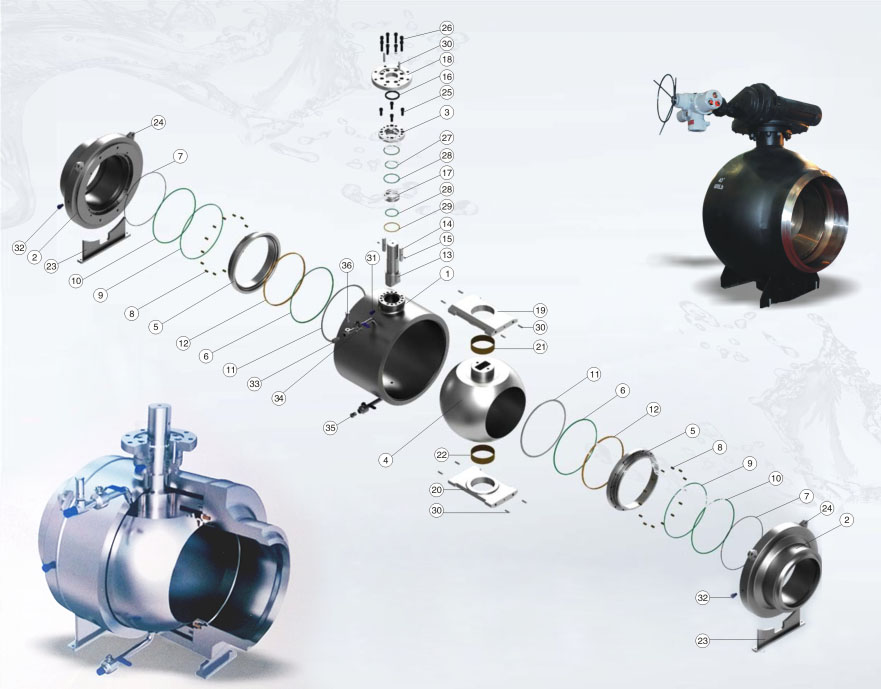
产品材料表:
执行标准
设计与制造:API 6D
结构厂:API 6D
压力试验:API 6D
|
零件号 |
零件名称 |
零件号 |
零件名称 |
|
1 |
中体 |
19 |
支撑板(上) |
|
2 |
左/右体 |
20 |
支撑板(下) |
|
3 |
阔盖 |
21 |
衬套 |
|
4 |
球体 |
22 |
衬套 |
|
5 |
阀座 |
23 |
支撑座 |
|
6 |
密封圈 |
24 |
吊耳 |
|
7 |
防火垫 |
25 |
螺钉 |
|
8 |
弹簧 |
26 |
螺钉 |
|
9 |
O 型圈 1 |
27 |
0型圈 |
|
10 |
〇型圈2 |
28 |
0型圈 |
|
11 |
阀座压圈 |
29 |
止推垫 |
|
12 |
挡圈 |
30 |
销 |
|
13 |
上阀杆 |
31 |
注脂阀 |
|
14 |
键 |
32 |
注脂阀 |
|
15 |
螺钉 |
33 |
放空阀 |
|
16 |
填料垫 |
34 |
隔离阀 |
|
17 |
隔环 |
35 |
排污阀 |
|
18 |
连接键 |
36 |
泄放阀 |
阀门所带袖管与管道常用钢管(Q235B和20# 刚)的可焊性说明
|
袖管材料/焊接/管道材料 |
Q235B |
20# |
16Mn |
|
WCB |
J507(E5015),H10MN2,TIG R40 |
||
|
Q235B |
J427(E4315),H08A,H08MnA |
N/A |
|
|
20# |
N/A |
||
|
16Mn |
J507(E5015),H10MN2 |
||
焊接结构特性
1、阀体通过一条环焊缝将主阀体和侧体焊接成一体。
2、阀体焊接采用埋弧自动焊和U型焊接坡口,配台以空冷或风冷方式进行焊接,红外线焊接层温度控制,多道焊接层,确保焊接层的成焊质。
3、采用超窄间隙焊设计结构,符台ASM正规范中关于免于焊后热处理的焊接工艺结构的规定。
4、焊接时采用专用焊剂,颗粒度较细,脱渣性好,满足高强韧性焊缝金属性能。
5、百分百的无损检测工序,以及按NACE抗硫要求进行表面硬度检测.确保焊接质量。
产品参数:

♦主要外形连接尺寸 PN16/PN25/PN40 MPa/Class 300
|
DN(mm) |
NPS(in) |
d |
D |
D1 |
L |
H1 |
H2 |
W |
|
150 |
6 |
100 |
168 |
195 |
457 |
135 |
167 |
280 |
|
200 |
8 |
150 |
219 |
273 |
521 |
177 |
245 |
320 |
|
250 |
10 |
200 |
273 |
356 |
559 |
207 |
281 |
350 |
|
300 |
12 |
250 |
325 |
426 |
635 |
249 |
317 |
350 |
|
350 |
14 |
300 |
356 |
510 |
762 |
298 |
356 |
350 |
|
400 |
16 |
334 |
406 |
560 |
838 |
315 |
370 |
350 |
|
500 |
20 |
387 |
508 |
630 |
991 |
380 |
415 |
400 |
|
600 |
24 |
489 |
610 |
813 |
1143 |
487 |
521 |
400 |
|
700 |
28 |
590 |
711 |
990 |
1346 |
578 |
606 |
520 |
|
800 |
32 |
686 |
813 |
1140 |
1524 |
660 |
700 |
520 |
|
900 |
36 |
781 |
914 |
1320 |
1727 |
752 |
795 |
590 |
|
1000 |
40 |
876 |
1020 |
1480 |
1900 |
852 |
890 |
590 |